- OPTIONAL service increases corrosion resistance, improves ease of cleaning, and provides a smooth and bright finish
Services
Electropolish Service
Custom-configured product: Please request quote. Terra will contact you for requirements.
Read more
Features and Benefits
Learn More: Electropolishing Standards
Print Copy Copied
Electropolishing Standards and Guidelines
Overview
This document provides a description of the electropolishing procedures performed by Terra Universal. It also specifies a series of criteria for evaluating the integrity and cleanliness of the electropolished surfaces. Because these electropolishing procedures are followed on all work performed by Terra Universal, the results may be understood as indicative of standard Terra Universal electropolishing, and the specified evaluation criteria may be used as acceptance standards for work performed by Terra Universal.
Introduction
Electropolishing is a reverse plating procedure that entails the electrochemical removal of metal (including carbon, silica, iron, and other impurities) from a stainless steel surface.
Prior to electropolishing, parts are mechanically prepared to ensure optimal results. All welds are ground, deburred, and inspected to ensure that all seams are free of pockets or gaps. Finally, selected surfaces are mechanically buffed to a smooth finish.
Next, the part is fitted with electrodes, immersed in an electrolyte solution, and subjected to a direct electrical current. During this electrolytic process, the metallic surface of the the anodic part is removed ion by ion, yielding a nickel and chromium-rich surface free of microscopic "peaks" or "valleys" that could lead to metal fatigue or contamination. Optimal results depend on careful control over the current density, the precise chemical composition of the electrolytic solution, and the temperature and agitation of the bath, and the duration of current exposure.
Unlike mechanically finished stainless steel, electropolished surfaces feature no fine directional lines and hence offer less friction and surface drag. The chromium-rich surface offers excellent light reflection, yielding a bright, smooth and uniform polish.
Electropolishing Procedures
Terra Universal electropolishing is carefully controlled in each of the following areas to ensure the finest results possible.
- Material Selection: Terra Universal electropolishing is performed on 304 stainless steel with either a 2B or 4 mill finish. This material standard minimizes the presence of sulfide inclusions and other subsurface contaminants and end-grain or large-grain surfaces that can produce a frosty appearance following electropolishing. Incoming material is also inspected for improper annealing, overpickling, heat scale, and directional roll marks, all of which are accentuated by electropolishing.
-
Precleaning and Postcleaning: For optimal results, it is important that all surfaces be uniformly exposed to the electrolyte solution, but also that provisions be made to remove all traces of the solution following electropolishing. Failure to remove the solution can result in subsequent outgassing unacceptable in a clean room environment.
Stainless steel parts intended for electropolishing are designed with these requirements in mind. All welds are carefully inspected to ensure continuous seams, free of pits or gaps where the solution could collect, and all hollow members are drilled to permit effective flushing of the solution after electropolishing.
Because the electropolishing process removes only a very thin surface layer (typically between 0.001" and 0.0001"), selected surfaces are mechanically buffed, using progressively finer grits to produce the smoothest possible finish.
Following electropolishing, all traces of the electrolyte solution are thoroughly removed from the part, and any hollow cavities are flushed to eliminate the chance of subsequent outgassing. Surfaces are then dried and buffed with a soft, non-particulating cloth.
-
Process Controls: The more rigorously the electropolishing process variables are controlled, the higher the quality that can be expected in the finished product.
Some of these variables are relatively easy to quantify and monitor, although some variation must be exercised in response to a given sample in order to produce the optimal results.
-
Electrolyte Bath: The chemistry of the bath must be constantly monitored, with special attention to the specific gravity (an indicator of water content), the acid concentration, and the metals content.
-
Current: A supply of clean, ripple-free DC power must be available to drive the process, as well as appropriately sized cables and connectors to the anodes and cathodes. Current density (amperes/square foot) must be carefully monitored and regulated.
For other variables, effective control depends on significant experience. Attention to these considerations, combined with close adherence to the procedures mentioned above, results in a truly superior electropolished finish.
-
Electrode Positioning: Electrode placement is critical to the success of the electropolishing process. Although electrode clamping of objects with a uniform geometrical shape is generally a straightforward task, irregularly shaped objects, which often contain inaccessible cavities or areas exposed to low current densities, present special challenges. Only an experienced technician, equipped with versatile electrode fittings, can ensure optimal results in these situations.
- Electrolyte Temperature: Varying situations may call for varying temperatures, and heating and/or cooling during the electropolishing process may be required.
- Electrolyte Agitation: Only an experienced technician possesses the knowledge of where, when and how to agitate either the electrolyte or the part in order to prevent gassing streaks, flow marks, and similar unacceptable surface anomalies.
- Current Duration: The optimal duration of current exposure depends on the part size and shape. Again, only an experienced electropolisher can control this variable to produce the best results.
-
Performance Evaluation Parameters
-
Visual Inspection: The first and most obvious test of the effectiveness of the electropolishing is a close visual inspection. In a closely controlled process performed on high-quality material that is adequately prepared for electropolishing, the surface will appear uniformly brilliant, with no detectable pits, streaks, erosion, "frosting", or other anomalies.
Unlike mechanical buffing, which distorts the surface of the metal and may conceal the material’s true characteristics, electropolishing reveals the imperfections in the structure of the stainless steel. Electropolishing will accentuate any welding flaws, and a nonuniform appearance indicates a high volume of inclusions or a large-grained grade of stainless steel.
-
Micrographs: A better test of the integrity of the surface is provided by photomicrographs of the surface. Although a highly buffed (such as a No. 8 mil finish) sample and an electropolished sample may appear equally brilliant to the unaided eye, the differences between the two are apparent when they are viewed under very high magnifications. The sample micrographs below, taken at 1,000X, dramatically illustrate the smooth, featureless surface that results from electropolishing.
Before Electropolishing
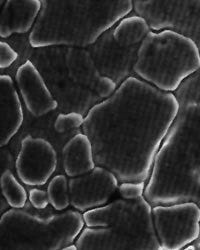 This photomicrograph represents the surface of 304 stainless steel with a No. 2B mill finish before Electropolishing. Note that the etched boundaries between the grains are only partially sealed, resulting in a network of sub-surface crevices. Contaminants that lodge in these crevices are protected from contact with cleaning agents leading to subsequent migration of trapped contaminants onto the cleaned surface.
This photomicrograph represents the surface of 304 stainless steel with a No. 2B mill finish before Electropolishing. Note that the etched boundaries between the grains are only partially sealed, resulting in a network of sub-surface crevices. Contaminants that lodge in these crevices are protected from contact with cleaning agents leading to subsequent migration of trapped contaminants onto the cleaned surface.
After Electropolishing
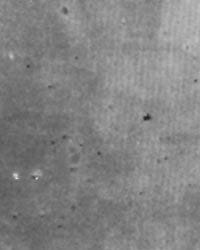 This photomicrograph represents the same No. 2B surface after Electropolishing. Note that the surface is now completely featureless on a microscopic level and has the desired noncontaminating, non-particulating and non-sticking properties.
This photomicrograph represents the same No. 2B surface after Electropolishing. Note that the surface is now completely featureless on a microscopic level and has the desired noncontaminating, non-particulating and non-sticking properties.
Before Electropolishing
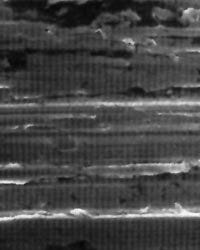 This photomicrograph represents a 304 stainless steel surface with a mechanically polished No. 4 mill finish before Electropolishing. Note the deep grooves, cavities, torn metal and other microscopic imperfections that entrap and retain contaminants.
This photomicrograph represents a 304 stainless steel surface with a mechanically polished No. 4 mill finish before Electropolishing. Note the deep grooves, cavities, torn metal and other microscopic imperfections that entrap and retain contaminants.
After Electropolishing
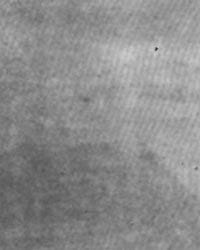 This photomicrograph represents the same No. 4 finish after Electropolishing. The surface may still show some of the abrasiveproduced topography to the naked eye, but will now be microscopically featureless with the desired non-contaminating, non particulating and non-sticking properties.
This photomicrograph represents the same No. 4 finish after Electropolishing. The surface may still show some of the abrasiveproduced topography to the naked eye, but will now be microscopically featureless with the desired non-contaminating, non particulating and non-sticking properties.
On a tight schedule? Choose FasTrak 24/7 Priority Service to help meet your critical schedule for Terra-manufactured products, either before or after your order is placed.*
- FasTrak 24/7 provides a 24/7 commitment to meet the shipping date YOU specify, regardless of quoted lead times.
- FasTrak 24/7 assigns a dedicated production team plus a dedicated senior expeditor working three shifts to meet your delivery specification.
- FasTrak 24/7 guarantees* to meet the agreed-to specified ship date.
Call for pricing. FasTrak service fees cover costs of additional services only, without additional profit.
* Terra's FasTrak services limited guarantee: to ship on the ESD or date specified OR to refund up to 100% of FasTrak charges. This guarantee covers no direct, special, consequential or other damages and is strictly limited to up to 100% of the amount paid for FasTrak service. When a specified ship date is missed due to factors outside Terra's control (vendor performance, deliveries by shipping companies, etc.) and random factors such as accidents, the credit of up to 100% of the FasTrak 24/7 may not apply. FasTrak service requested after order placement will be quoted and accepted based on available time remaining before required ship date.
Electropolishing Standards and Guidelines
Overview
This document provides a description of the electropolishing procedures performed by Terra Universal. It also specifies a series of criteria for evaluating the integrity and cleanliness of the electropolished surfaces. Because these electropolishing procedures are followed on all work performed by Terra Universal, the results may be understood as indicative of standard Terra Universal electropolishing, and the specified evaluation criteria may be used as acceptance standards for work performed by Terra Universal.
Introduction
Electropolishing is a reverse plating procedure that entails the electrochemical removal of metal (including carbon, silica, iron, and other impurities) from a stainless steel surface.
Prior to electropolishing, parts are mechanically prepared to ensure optimal results. All welds are ground, deburred, and inspected to ensure that all seams are free of pockets or gaps. Finally, selected surfaces are mechanically buffed to a smooth finish.
Next, the part is fitted with electrodes, immersed in an electrolyte solution, and subjected to a direct electrical current. During this electrolytic process, the metallic surface of the the anodic part is removed ion by ion, yielding a nickel and chromium-rich surface free of microscopic "peaks" or "valleys" that could lead to metal fatigue or contamination. Optimal results depend on careful control over the current density, the precise chemical composition of the electrolytic solution, and the temperature and agitation of the bath, and the duration of current exposure.
Unlike mechanically finished stainless steel, electropolished surfaces feature no fine directional lines and hence offer less friction and surface drag. The chromium-rich surface offers excellent light reflection, yielding a bright, smooth and uniform polish.
Electropolishing Procedures
Terra Universal electropolishing is carefully controlled in each of the following areas to ensure the finest results possible.
- Material Selection: Terra Universal electropolishing is performed on 304 stainless steel with either a 2B or 4 mill finish. This material standard minimizes the presence of sulfide inclusions and other subsurface contaminants and end-grain or large-grain surfaces that can produce a frosty appearance following electropolishing. Incoming material is also inspected for improper annealing, overpickling, heat scale, and directional roll marks, all of which are accentuated by electropolishing.
-
Precleaning and Postcleaning: For optimal results, it is important that all surfaces be uniformly exposed to the electrolyte solution, but also that provisions be made to remove all traces of the solution following electropolishing. Failure to remove the solution can result in subsequent outgassing unacceptable in a clean room environment.
Stainless steel parts intended for electropolishing are designed with these requirements in mind. All welds are carefully inspected to ensure continuous seams, free of pits or gaps where the solution could collect, and all hollow members are drilled to permit effective flushing of the solution after electropolishing.
Because the electropolishing process removes only a very thin surface layer (typically between 0.001" and 0.0001"), selected surfaces are mechanically buffed, using progressively finer grits to produce the smoothest possible finish.
Following electropolishing, all traces of the electrolyte solution are thoroughly removed from the part, and any hollow cavities are flushed to eliminate the chance of subsequent outgassing. Surfaces are then dried and buffed with a soft, non-particulating cloth.
-
Process Controls: The more rigorously the electropolishing process variables are controlled, the higher the quality that can be expected in the finished product.
Some of these variables are relatively easy to quantify and monitor, although some variation must be exercised in response to a given sample in order to produce the optimal results.
-
Electrolyte Bath: The chemistry of the bath must be constantly monitored, with special attention to the specific gravity (an indicator of water content), the acid concentration, and the metals content.
-
Current: A supply of clean, ripple-free DC power must be available to drive the process, as well as appropriately sized cables and connectors to the anodes and cathodes. Current density (amperes/square foot) must be carefully monitored and regulated.
For other variables, effective control depends on significant experience. Attention to these considerations, combined with close adherence to the procedures mentioned above, results in a truly superior electropolished finish.
-
Electrode Positioning: Electrode placement is critical to the success of the electropolishing process. Although electrode clamping of objects with a uniform geometrical shape is generally a straightforward task, irregularly shaped objects, which often contain inaccessible cavities or areas exposed to low current densities, present special challenges. Only an experienced technician, equipped with versatile electrode fittings, can ensure optimal results in these situations.
- Electrolyte Temperature: Varying situations may call for varying temperatures, and heating and/or cooling during the electropolishing process may be required.
- Electrolyte Agitation: Only an experienced technician possesses the knowledge of where, when and how to agitate either the electrolyte or the part in order to prevent gassing streaks, flow marks, and similar unacceptable surface anomalies.
- Current Duration: The optimal duration of current exposure depends on the part size and shape. Again, only an experienced electropolisher can control this variable to produce the best results.
-
Performance Evaluation Parameters
-
Visual Inspection: The first and most obvious test of the effectiveness of the electropolishing is a close visual inspection. In a closely controlled process performed on high-quality material that is adequately prepared for electropolishing, the surface will appear uniformly brilliant, with no detectable pits, streaks, erosion, "frosting", or other anomalies.
Unlike mechanical buffing, which distorts the surface of the metal and may conceal the material’s true characteristics, electropolishing reveals the imperfections in the structure of the stainless steel. Electropolishing will accentuate any welding flaws, and a nonuniform appearance indicates a high volume of inclusions or a large-grained grade of stainless steel.
-
Micrographs: A better test of the integrity of the surface is provided by photomicrographs of the surface. Although a highly buffed (such as a No. 8 mil finish) sample and an electropolished sample may appear equally brilliant to the unaided eye, the differences between the two are apparent when they are viewed under very high magnifications. The sample micrographs below, taken at 1,000X, dramatically illustrate the smooth, featureless surface that results from electropolishing.
Before Electropolishing
After Electropolishing
Before Electropolishing
After Electropolishing