Available Certified ISO Grade Designs: ISO 7, ISO 8
Smart humidity controller provides automatic setpoint control and datalogging for desiccator cabinet
Nitrogen purge control maintains user-speciffied sub-ambient RH set-point down to 0% ±1.5% RH
Variable-purge system uses high/low flow settings to conserve nitrogen
High-flow also activates when doors are opened for fast, effective purge of particles and moisture
Programmable logic gives user complete control over warning alarms and other system functions
Terra Universal's IsoDry® Dual Purge™ and NitroWatch™ work together to fully automate moisture control inside a desiccator, glove box, or similar enclosure.
How Dual Purge™ Works:
The Dual Purge™ is a variable gas-purge system that switches between "high-flow" and "low-flow" to efficiently and effectively remove particles/moisture in the enclosure.
Without NitroWatch™, the Dual Purge™ does not sense or display RH%. It uses magnetic door sensors to initiate high-flow.
When a door is opened, "high-flow" activates for a user-specified interval before switching back to an adjustable "low-flow" setting to conserve nitrogen gas.
During normal operation, with all doors closed, the system maintains an economical "low-flow" of nitrogen to ensure a constant positive pressure of about 0.05" WG (Water Gauge)—just enough to block out moisture and contaminants.
The Dual Purge™ can also display internal pressure inside the desiccator cabinet, and includes an alarm that activates if the incoming gas line pressure is ever interrupted (for instance if the supply from a nitrogen cylinder is depleted).
How NitroWatch™ Works:
NitroWatch™ upgrades your Dual Purge™, working in tandem to precisely and automatically control the flow of nitrogen and maintains a preset humidity level (from ambient to 0% ± 1.5% RH), no matter how operating conditions may change.
The NitroWatch™ module requires connection to the Dual Purge™, plus a humidity sensor which is mounted inside the enclosure.
When a door is opened, or when the RH climbs above set-point level, NitroWatch™ triggers Dual Purge™ to activate high-flow to accelerate moisture removal.
When the RH set-point is reached, NitroWatch™ triggers Dual Purge™ to revert from high-flow to low-flow nitrogen gas supply to maintain the set-point and conserve nitrogen.
The NitroWatch™ is available in 2 configurations:
Smart® NitroWatch™ includes temperature sensing and built-in data logging (.CSV file downloadable to a USB flash drive, no software required).
Standard NitroWatch™ does not include temperature sensing or data logging.
Application Note: The NitroWatch™ sensor provides an exact %RH reading in one chamber only. If multiple RB valves are installed and doors are frequently opened, this reading may not be representative of all chambers. For precise chamber-by-chamber monitoring and control, select Terra's NitroPlex™ system.
• Available Certified ISO Grade Designs: ISO 7, ISO 8
Ensures a constant positive pressure inside desiccators and other enclosures to block contamination and moisture inflow
Automatically activates high-flow purge when doors are opened to ensure fast, effective purge of particles and moisture
Operates in tandem with NitroWatch® to maintain any desired sub-ambient moisture level (down to 0% RH)
Guards against pressure damage to desiccator doors and seals
Door switches are highly reliable—rated for over 10 million operations
Desiccators must be continuously purged with nitrogen or another process gas in order to ensure a controlled environment free of contaminants and moisture.
Unfortunately, however, a steady gas inflow can't guarantee the clean, dry conditions you require. A flow adequate to maintain a safe internal positive pressure when doors are closed is insufficient to overcome the backflow of outside air that occurs when a door is opened. A higher-level purge that might guard against this backflow wastes nitrogen and leads to over-pressurization that warp doors and damage seals.
Dual Purge System Offers Variable-Purge Security
The Desiccator Dual Purge System solves these problems by providing a higher flow level only when it's needed, and only for as long as it's needed.
It relies on a sensor switch installed on each door. During normal operation, with all doors closed, the system maintains an economical low flow of nitrogen into the desiccator to ensure a constant positive pressure of about 0.05" WG (Water Gauge)—just enough to block out moisture and contaminants.
When a door is opened, the sensor switch immediately activates a high-flow purge of nitrogen into the desiccator's plenum chamber that minimizes the influx of moisture and contaminants.
When the door is closed, the high-level gas flow continues to purge the desiccator for a selectable period of time, ensuring that any moisture that does enter the chamber is quickly forced out of the Automatic RB® (Relief/Bleed) Valve, before it can degrade sensitive materials. This time delay is adjustable, so you can retain the high-flow for a longer time when you suspect moisture contamination may have occurred. Note: The Automatic RB® Valve must be ordered separately.
The dual-purge capabilities of these units ensure that contaminants and moisture stay outside the processing chamber and at the same time guard against dangerous over-pressurization that can lead to warped doors, failed seals—even explosions! And because the Dual Purge System delivers only as much gas as is necessary, it economizes on nitrogen consumption; tests show that in many applications, these units can pay for themselves in a matter of months.
Safety Alarms Ensure Worry-Free Operation
The Dual Purge System incorporates a flowmeter, a line pressure gauge and a variable purge mechanism. A "Low-Pressure" alarm is activated if the incoming line pressure is ever interrupted. This dual audible/visible alarm alerts you to a disconnected supply line, an empty gas storage pod, or other problem that could spell disaster for contents of a desiccator or glove box!
NitroWatch™ Controller Expands Capabilities
The Dual Purge System operates in tandem with Terra's NitroWatch System to fully automate moisture control.
The NitroWatch includes a humidity sensor that continuously monitors the internal RH level and activates the Dual Purge to automatically maintain any sub-ambient humidity threshold you require (down to 0% RH). For more critical requirements, select the NitroPlex™, which combines this automatic humidity control with multiplexed purge capability. In all of these applications, the Automatic RB Valve is required to ensure safe relief of over-pressurization that can build inside a chamber.
The NitroWatch™ is available in two configurations:
Smart® NitroWatch™ includes temperature sensing and built-in data logging (downloadable to a USB flash drive).
Standard NitroWatch™ does not include temperature sensing or data logging.
Specifications
Dimensions: 12"W x 11.25"D x 7"H (305 mm x 286 mm x 178 mm)
Weight: 16 lbs. (7258 g.)
Flowmeter: 0-20 SCFH
Line Pressure Gauge: 0-60 psi
Chamber Sensor: 0 - 0.4" WG (factory set at 0.02" WG)
Case Material: 304 stainless steel; Chrome plated or stainless steel internal fittings
Power Requirement: 110/220VAC, 50/60Hz (requires no manual power setting)
Timer Adjustment: 0-8 minutes (factory set at 1 minute)
Dual Purge™ Stand-Alone Operation
The variable Purge Advantage:
Low Flow Conserves N2 when Doors Closed
High Flow Efficiently Purges Moisture when a Door Opens
Dual Purge™ and NitroWatch™ Working Together
Automated Humidity control
Low Flow Conserves N2 when Doors Closed and %RH Under Set Point
High Flow Efficiently Purges Moisture when Door Opened or %RH Under Set Point
Products Tailored to Your Cleanroom Environment
Provide Terra with your desired ISO Grade design. We will tailor the product to meet your criteria and certify it with a report appended to your invoice. Certificate includes all the necessary information to streamline audits and facility compliance.
Dual Purge™ and NitroWatch™ Work Together to Fully Automate RH Control
Terra's Dual Purge™ and NitroWatch™ operate in tandem to precisely and automatically control the flow of nitrogen and maintain a preset humidity level (from ambient to 0% ± 1.5% RH), no matter how operating conditions may change.
Data Logging with 113,000 Readings at User Defined Intervals
Terra's Smart® IsoDry® Nitro-Watch™ logs RH, temp, door open/close, purge on/off, and sensor removal/attachment. The max data file size is roughly 4 MB or 113,000 readings. This is approximately 32 hours of data when logging at 1 second intervals, 2 weeks at 10 second intervals, 6 weeks at 30 second intervals, or 12 weeks at 1 minute intervals. When the system reaches the 4MB limit, data begins to wrap, overwriting oldest data with new.
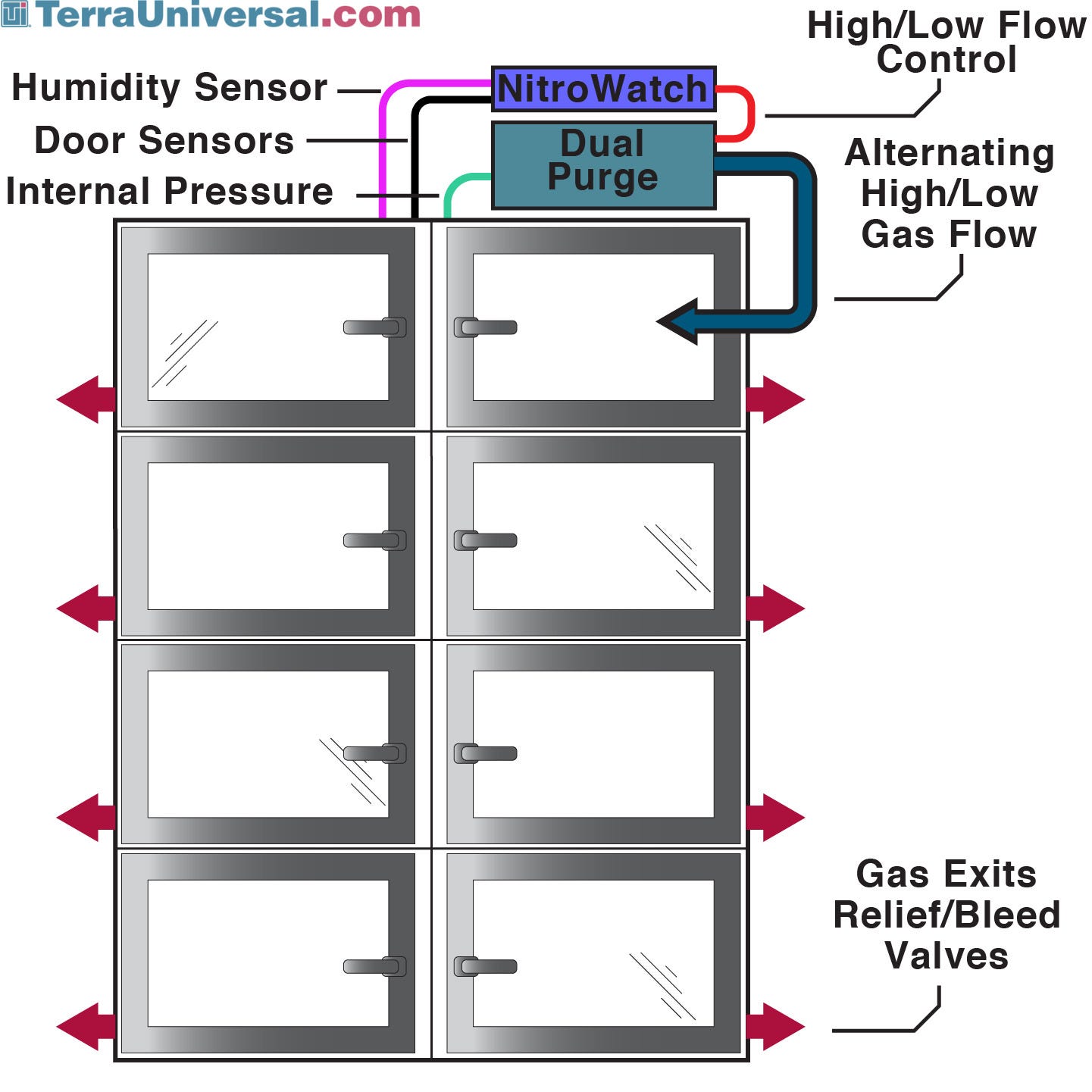
Dual Purge™ System Diagram
The Dual Purge™ is a variable gas-purge system that switches between "high-flow" and "low-flow" to efficiently and effectively remove and block out moisture and contaminants. Without NitroWatch™, Dual Purge™ does not sense or display RH%. It uses magnetic door sensors to initiate high-flow. When a door is opened or when pressure drops, high-flow activates for a user-specified interval before switching back to an adjustable low-flow setting to conserve nitrogen. With all doors closed, the system maintains an economical "low-flow" to maintain constant positive pressure.
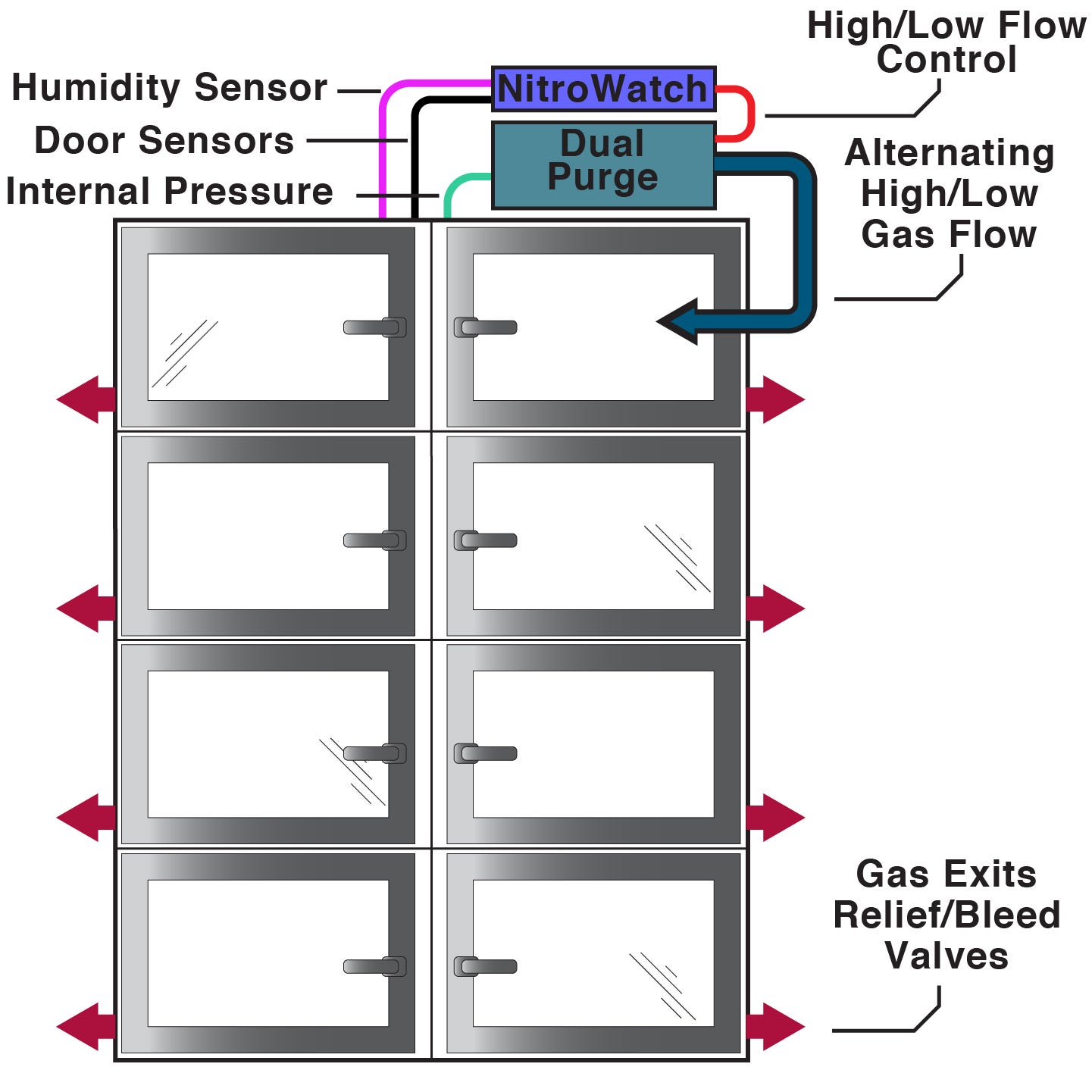
Dual Purge™ and Nitrowatch™ System Diagram
The NitroWatch module connects to a humidity sensor inside the desiccator cabinet and activates the Dual Purge to automatically maintain sub-ambient RH down to 0% RH. When the RH set-point is reached, the system reverts from high-flow to low-flow nitrogen gas to maintain the set-point and conserve nitrogen. When a door is opened, or when the RH climbs above set-point, the system re-activates high-flow to accelerate moisture removal.
Plug & Play Data Logging
Plug in a USB flash drive to your Smart® IsoDry® Nitro-Watch™ to transfer data in .CSV format. No software required.
Highest Standards For Desiccators and Electronic Components
Terra’s desiccator cabinets and RH control systems are designed and built to the highest standards required by defense and semiconductor industries for long-term reliability and protection against damage, injuries, and electrical hazards.
Continuous Product Improvement
At Terra, we strive to develop and produce the highest quality products for our customers to improve health, safety, performance, and yields. Our product quality is enabled by high-grade manufacturing equipment and processes, 50 years of engineering and application expertise, and our commitment to continuously improve.
On a tight schedule?Choose FasTrak 24/7 Priority Service to help meet your critical schedule for Terra-manufactured products, either before or after your order is placed.*
FasTrak 24/7 provides a 24/7 commitment to meet the shipping date YOU specify, regardless of quoted lead times.
FasTrak 24/7 assigns a dedicated production team plus a dedicated senior expeditor working three shifts to meet your delivery specification.
FasTrak 24/7 guarantees* to meet the agreed-to specified ship date.
Call for pricing. FasTrak service fees cover costs of additional services only, without additional profit.
* Terra's FasTrak services limited guarantee: to ship on the ESD or date specified OR to refund up to 100% of FasTrak charges. This guarantee covers no direct, special, consequential or other damages and is strictly limited to up to 100% of the amount paid for FasTrak service. When a specified ship date is missed due to factors outside Terra's control (vendor performance, deliveries by shipping companies, etc.) and random factors such as accidents, the credit of up to 100% of the FasTrak 24/7 may not apply. FasTrak service requested after order placement will be quoted and accepted based on available time remaining before required ship date.
Dual Purge™ and NitroWatch™ System
Cuts nitrogen waste, guards against oxidation
Ensures a constant positive pressure inside desiccators and other enclosures to block contamination and moisture inflow
Automatically activates high-flow purge when doors are opened to ensure fast, effective purge of particles and moisture
Operates in tandem with NitroWatch® to maintain any desired sub-ambient moisture level (down to 0% RH)
Guards against pressure damage to desiccator doors and seals
Door switches are highly reliable—rated for over 10 million operations
Desiccators must be continuously purged with nitrogen or another process gas in order to ensure a controlled environment free of contaminants and moisture.
Unfortunately, however, a steady gas inflow can't guarantee the clean, dry conditions you require. A flow adequate to maintain a safe internal positive pressure when doors are closed is insufficient to overcome the backflow of outside air that occurs when a door is opened. A higher-level purge that might guard against this backflow wastes nitrogen and leads to over-pressurization that warp doors and damage seals.
Dual Purge System Offers Variable-Purge Security
The Desiccator Dual Purge System solves these problems by providing a higher flow level only when it's needed, and only for as long as it's needed.
It relies on a sensor switch installed on each door. During normal operation, with all doors closed, the system maintains an economical low flow of nitrogen into the desiccator to ensure a constant positive pressure of about 0.05" WG (Water Gauge)—just enough to block out moisture and contaminants.
When a door is opened, the sensor switch immediately activates a high-flow purge of nitrogen into the desiccator's plenum chamber that minimizes the influx of moisture and contaminants.
When the door is closed, the high-level gas flow continues to purge the desiccator for a selectable period of time, ensuring that any moisture that does enter the chamber is quickly forced out of the Automatic RB® (Relief/Bleed) Valve, before it can degrade sensitive materials. This time delay is adjustable, so you can retain the high-flow for a longer time when you suspect moisture contamination may have occurred. Note: The Automatic RB® Valve must be ordered separately.
The dual-purge capabilities of these units ensure that contaminants and moisture stay outside the processing chamber and at the same time guard against dangerous over-pressurization that can lead to warped doors, failed seals—even explosions! And because the Dual Purge System delivers only as much gas as is necessary, it economizes on nitrogen consumption; tests show that in many applications, these units can pay for themselves in a matter of months.
Safety Alarms Ensure Worry-Free Operation
The Dual Purge System incorporates a flowmeter, a line pressure gauge and a variable purge mechanism. A "Low-Pressure" alarm is activated if the incoming line pressure is ever interrupted. This dual audible/visible alarm alerts you to a disconnected supply line, an empty gas storage pod, or other problem that could spell disaster for contents of a desiccator or glove box!
NitroWatch™ Controller Expands Capabilities
The Dual Purge System operates in tandem with Terra's NitroWatch System to fully automate moisture control.
The NitroWatch includes a humidity sensor that continuously monitors the internal RH level and activates the Dual Purge to automatically maintain any sub-ambient humidity threshold you require (down to 0% RH). For more critical requirements, select the NitroPlex™, which combines this automatic humidity control with multiplexed purge capability. In all of these applications, the Automatic RB Valve is required to ensure safe relief of over-pressurization that can build inside a chamber.
The NitroWatch™ is available in two configurations:
Smart® NitroWatch™ includes temperature sensing and built-in data logging (downloadable to a USB flash drive).
Standard NitroWatch™ does not include temperature sensing or data logging.
Specifications
Dimensions: 12"W x 11.25"D x 7"H (305 mm x 286 mm x 178 mm)
Weight: 16 lbs. (7258 g.)
Flowmeter: 0-20 SCFH
Line Pressure Gauge: 0-60 psi
Chamber Sensor: 0 - 0.4" WG (factory set at 0.02" WG)