








Can't find what you're looking for?Tell us what you need and we'll build it!
- Talk to an Expert +1 (714) 578-6100
Vacuum Pumps
Print Copy Copied
Improving Laboratory Vacuum Performance
Accelerate Research by Tuning Up Vacuum-Driven Applications
Medicinal Chemists, Organic Chemists, Biochemists, Biologists, Molecular Biologists and other scientists rely upon vacuum-driven devices to concentrate, dry, or filter their materials.
If a Vacuum System is not performing optimally, it can slow preparation of research-critical samples by as much as 50%-100%! This can have significant impact on time-to-market, or on research paper productivity.
Doesn’t it make sense to be certain that your Vacuum Systems are operating at peak efficiency?
Vacuum System Audits
Welch Vacuum Pumps (a Gardner Denver Product) provides a free service to its customers: the Vacuum System Audit Program. This service is designed to raise awareness on the importance of the subject, and teach researchers the steps in the process. These steps are also outlined below.
Are You Committed to Improving?
A majority of the researchers must be committed to improving, or management must lead the initiative if the principles learned in the Vacuum System Audit are to have any lasting benefit. Laboratories that ignore the advice generated by such Audits are at risk for more vacuum pump failures, expensive repairs, downtime, lessened productivity, and even compromised yield and purity.
Conducting Your Own Vacuum System Audit
Laboratories can benefit from periodic or even continuous monitoring of vacuum system performance. Welch’s inexpensive Digital Vacuum Gauge (1-760 torr) #1520B-01 and #1520K-10 are now available. Digital Millitorr Gauge 1525B-01 and 1525K- 10 are now available. Contact Welch Vacuum Pumps for details!
Vacuum System Audits typically take the following format:
- A report page template is prepared, with as many copies as there are Systems.
- The Auditor first measures vacuum achieved within the system. Manifolds should be measured at the terminus, while Rotovaps should be set up with vessels in place and measured at the valve connections near the condensers. Freeze Dryers have their own vacuum gauges, while Vacuum Ovens have an outlet port to connect with. The vacuum gauge can use tubing in the system or use appropriately sized tubing, clamped snugly onto one side of the vacuum gauge.
- When you discover a vacuum system that is delivering poor performance, you must determine if the system is at fault, or if the pump’s performance is compromised. This is done by leak checking, a stepwise process where you first measure vacuum levels at the pump inlet, then at each connection, determining where the vacuum loss(es) are. Sometimes the losses come from multiple points. Once you determine the source of poor vacuum, you can rectify by vacuum pump repair or flushing, tightening vacuum tubing or replacing worn, cracked tubing, or cleaning manifold grease.
- Cleaning vacuum manifold valves encrusted with chemically-damaged grease is the #1 way to improve Manifold Performance. Carefully tightening or greasing Freeze Dryer manifold valves/ports can help improve vacuum.
- The table below shows levels that, in our experience, represent good target pressures for popular vacuum systems:
| System | Ideal | Acceptable | Poor |
|---|---|---|---|
| Rotovaps | 1-10 torr | 10-20 torr | >20 torr |
| Organic Manifold | 0.040 to 0.250 torr | 0.250 to 1.00 torr | > 1 torr |
| Vacuum Ovens | 1-5 torr | 5-10 torr | >10 torr |
| Freeze Dryers | 0.010 to 0.133 mbar | N/A | > 0.133 mbar (0.1 torr) |
Best Practices MUST be Followed
The final component for consistently improving Vacuum System performance is, making certain Best Practices are followed. Some of these practices can be managed by facilities or outside service vendors; others remain the responsibility of the researcher:
- Select the correct vacuum pump for the application. The correct technology and correct flow range/vacuum level can deliver maximum performance with minimal maintenance or repair expense.
- NEVER pump on a cold trap containing thawed, liquid solvents. This will lead to ingestion of oil damaging chemicals such as Acetonitrile, Acids, and Dichloromethane into the vacuum pump oil. Either use a 3-way valve, inline, between the pump and the cold trap, or keep the cold trap iced without fail, or turn the pump off and re-freeze the trap before restarting the pump.
- Use good or excellent quality oil. Grade 19 oil does not hold up under most laboratory vacuum pump situations. Oil should be changed before oil damage progresses too far. That means monthly frequencies for most organic chemistry and many freeze dry applications.
Proper Maintenance of Oil- Seal High Vacuum Pumps
Properly maintained vacuum pumps will provide many years of reliable, maximized performance. This article addresses simple ways to maintain such vacuum pumps and options for what to do when pump performance is compromised due to oil contamination and degradation.
Principles of Operation

Oil-Seal, Rotary Vane vacuum pumps pull millitorr-level vacuum (‘high vacuum") by sweeping intake air and vapors from the intake port around to the exhaust port.
Note in the diagram above how the rotor is offset in the chamber, or "stator". The rotor is set with only 1/1000" clearance from the top of the stator. Vacuum pump oil seals this tiny gap and prevents regurgitation of the airflow. For this reason this technology is referred to as "oil seal, rotary vane" vacuum pumps. Vacuum pump oil also lubricates the vanes, which are spring loaded so they always push to the inside wall of the stator, allowing for very efficient sweeping action. In a "two stage" pump, the exhaust from the first stage chamber is fed into the intake of the second stage and lowers the vacuum level achieved down to, or below, 1 millitorr (1 X 10-3 mm Hg) residual pressure.
When a vacuum pump is first evacuating, the oil vapor pressure is high enough that a visible amount of oil aerosol, or "mist", exits from the exhaust port. As the pump pulls vacuum below 1 torr, this oil mist dissipates, as does the gurgling noise associated with pumping down a chamber.
Effects of Higher Pressures on Vacuum Pump Oil
Two Stage Oil-Seal vacuum pumps have an upper operating limit. Welch Vacuum specifically recommends against continuous operation above 10 Torr. That is because at this higher pressure, the pump sweeps enough air that during the later portion of the vane rotation, that the vapor molecules are compressed into a smaller and smaller volume. This compression heats up the vapor stream; the more vapor molecules there are, the more heat is added to the system.
This excess heat has a significant impact on standard vacuum pump oil. The excess heat causes carbon bonds to dissociate, then reassociate in longer and longer carbon chains. This oil polymerization leads to vacuum pump oil that is brown and viscous. Excess viscosity adds friction and therefore adds even more heat load in system, cascading into even more oil polymerization. The more viscous oil also fails to seal as well, again compromising vacuum levels and adding more vapor to the system, and as a result, more heat.
Ultimately, the polymerized oil becomes so viscous that, if left unchanged, it becomes a hardened mass inside the pumping module once the pump is turned off and the oil cools. At this point the rotors cannot turn when the pump is turned on, and the pump "siezes". Such pump seizures resulting from polymerized oil require extensive repair and rebuilding of the vacuum pump.
That is why Welch Application Certification addresses the vitally important concept of matching vacuum pumping speed with the application involved. In an application with much cycling between atmospheric and full vacuum, too slow a pump will have too slow a pumpdown time, and run hotter since it spends more time pumping while above 10 torr. In freeze dryer and organic chemistry manifold applications, a balance must be achieved between a sufficiently rapid pumpdown time while not defeating the efficiency of the cold trap by pulling vapors past the cold knockout zone too quickly.
In Issue 2 of this newsletter, we will address trapping acids and acetonitrile in high vacuum systems. You will learn more about why having too fast a pumping speed can be detrimental as to pump longevity, while too slow a pumping speed can sometimes not matter, or matter greatly, depending on the application.
Welch-Ilmvac Application Certified vacuum pump selections are the outcome of many decades of collective experience, and we carefully matche the application and sample specifics to the vacuum pump(s) with the proper vacuum levels, technology, and pumping speed. Included in these considerations are application, chamber size, sample composition, sample amount, sample temperature, budgetary/space considerations, and desire for useful enhanced features.
Effects of Corrosive Vapors, Acetonitrile, and Dichloromethane on Vacuum Pump Oil
When not trapped, corrosive vapors, and also ACN and MeCl2 can quickly cause a vacuum pump to fail. Well before any metal or seals are attacked, these compounds attack the oil even faster than heat does. As it does when overheated, the oil polymerizes when exposed to these chemicals. Such polymerized oil does not lubricate as well, adding friction and therefore heat to the equation. Also, polymerized oil no longer seals the small gap in the rotary vane system, leading to regurgitation and greater compressed vapors. All this adds to the heat load in the system. Now we have both ingested, damaging vapors, and heat contributing quickly to oil degradation The end result of unchanged oil is accelerated polymerization, compromised vacuum efficiency, and ultimately, hardened oil and pump seizure. You will want to avoid this or face expensive pump rebuilds costing 40% to 60% the price of a newly purchased pump.
Primary Modes of Vacuum Pump Failure
Vacuum Pump Oil Degradation is the primary cause of most oil pump failures. This can occur, as detailed above, from prolonged overheating, from acid ingestion, or from ingestion of Acetonitrile and Methylene Chloride. In all of these instances, the heat or corrosive or organic agent(s) cause(s) the vacuum pump oil hydrocarbons to polymerize into long chains. This increases oil viscosity, which increases heat, which only causes more polymerization.
Again, if left unchanged, such oil can polymerize to such an extent that it hardens upon cooling down. If this occurs, the rotor cannot turn, and the pump seizes, or fails to rotate.
The motor, in trying to turn such a frozen rotor, will heat up, then overheat, then shut off as its overtemperature protection circuit deploys.
Rotors frozen by extensively polymerized oil are very costly to repair.
Mechanical failure is in rare instances the cause of vacuum pump failure. Vanes can become wedged and prevent rotor rotation.
Leakage of gaskets (rare) or shaft seals (3-5 years of use) can lead to vacuum pump failures. In these instances loss of oil leads to an unlubricated vacuum pump which overheats and again, quickly polymerizes the oil to the point of hardening upon cooling.
Other modes of failure include motor malfunction and belt failure. Both are rare occurrences.
Trap Damaging Vapors
Properly trapping vapors that otherwise are ingested and harm vacuum pump oil is a vitally important part of properly maintaining vacuum pumps at optimum performance. Mechanical and manually maintained cold traps, molecular sieve traps, and other traps are used to keep these damaging vapors out of the pump oil. Opening the Gas Ballast for 30-60 minutes at the end the day can help condensed vapors, especially water, go from condensed liquid state in the oil to a vapor state that can be exhausted.
Match Oil Grade to Application
It is vitally important to match the grade of oil used in your vacuum pump to the application involved:
Do not use Grade 19 oil or similar lesser quality grades of oil. The molecules have a high ratio of unsaturated carbon sites where polymerization can rapidly develop. They have a high ratio of light hydrocarbon fractions which can evaporate quickly and lower oil level in the pump to excess.
For well-trapped or benign applications, a Grade 22 oil such as Welch Premium Oil is sufficient.
Synthetic or highly refined vacuum pump oils such as Welch Directorr Gold which are either fully synthetic, but usually are simply more carefully refined hydrocarbon oils where all carbon-hydrogen and carbon-carbon bonds are saturated. Such refined oils resist heat and acid breakdown far better than standard oils. This can be cost effective if it lowers oil change frequency enough. Organic chemists, proteomics researchers drying peptide samples in lyophilizers or concentrators, and other similar users should consider using such highly refined grade (grade 22 or higher) vacuum pump oil.
Change the Oil—Once a Month?
Sufficiently changing vacuum pump oil is vital to prolonged vacuum pump life. Pumps that are properly maintained and receive frequent oil changes can last 10 years or more with minimal service if they are direct drive pumps. Properly maintained belt drive vacuum pumps have been known to last over 40 years.
If uncertain how often you should change your vacuum pump oil, start with a once-a-month frequency. You can then adjust to more or less frequent changes based on the following factors:
- Has ultimate vacuum pressure gone up since the oil was first changed? If so, change more frequently.
- Is the oil dirty or brown or viscous or loaded with condensed water? If so, change the oil more frequently.
- Does the oil have any odors picked up from the vapors it has pumped?
This assumes you have optimized your trapping system first.
Changing the Oil—Basic Technique— Change While Still Warm
- Turn the pump off and unplug it.
- Disconnect the intake hose.
- Disconnect any exhaust hoses if appropriate
- Unscrew the oil fill port.
- Unscrew the oil drain plug or turn the oil drain valve lever. If plug, apply pressure on the plug so that when you are close to fully unscrewing, this pressure keeps oil from leaking. Have an oil drain receptacle of sufficient volume ready to catch the draining oil.
- Drain the oil. When the oil flow is nearly zero, carefully tip the vacuum pump up to drain remaining oil. Caution: some pumps are so heavy that this is not practical.
- Properly dispose of the waste oil according to your company’s safety and hazmat regulations.
- Replace the oil drain plug, taking care not to crossthread, or close the drain valve.
- Take an oil fill funnel and place it in the oil fill port. Pour oil into the funnel.
- Watch the oil level and stop filling when the oil level in the sight glass is above the "empty" line and near but below the "full" line.
- Replace the oil fill plug, taking care not to crossthread.
- Reconnect intake and exhaust hoses, and plug the vacuum pump in.
- Clean up any spills, and restart the pump when ready.
Advanced "Forced Oil Flush" Technique Purges Internal Oil Sludge
There is a more advanced technique known as a "power flush" or a "forced flush". This forced flush is very effective at flushing away the internal residue of polymerized oil. Instructions can be found in the Welch DuoSeal Vacuum Pump Owner’s Manual, which you can download from www.welchvacuum.com. Contact your local Welch-Ilmvac Area Sales Manager for details.
Because there are several safety concerns, please exercise great caution and follow the directions precisely, and contact Welch Vacuum if you have ANY questions before proceeding.
Welch-Ilmvac Technical Seminars Accompany Vacuum System Audits
Welch-Ilmvac Area Sales Managers are trained experts in the area of proper vacuum pump maintenance, trapping, operation, and vacuum pump selection and performance optimization. Welch is delighted to sponsor such pump advice seminars, be they separate from or in conjunction with a Vacuum System Audit, at your location. Contact your local Welch-Ilmvac Area Sales Manager for more details.
Summary
Properly selected Oil Seal Vacuum Pumps that receive sufficient oil changes and are adequately trapped and properly sized for flow rate can give many years of trouble-free performance. Conversely, neglect in these areas can lead to pump failure in a short amount of time. Welch Vacuum is available to consult further with you on any of these issues.
Finally, please note that many applications that previously relied on oil-seal technologies now are better served with dry, oil-free vacuum pumps. The new Welch Laboratory Vacuum Catalog 2008/2009 contains a Vacuum Pump Selection chart that shows which applications can use Dry Technologies at this time. Simply contact your local Welch-Ilmvac Area Sales Manager, or download this 52-page catalog at www.welchvacuum.com
Note on vacuum and how it relates to "residual pressure"
Mercury in a "perfect" manometer is pushed up by atmospheric air to 760mm. This is Atmospheric Pressure (1 ATM), or 760 mm Hg, or 760 torr. 1 torr is therefore 759/760 vacuum, i.e. 1/760 residual pressure. Oil seal vacuum pumps achieve vacuum levels a thousand times deeper: 1 x 10-3 torr, or 1 millitorr.
Rough vacuum starts with a relative approach where ambient atmosphere is considered 0 inches vacuum.
Perfect vacuum, then, would be 760mm vacuum or 29.92 inches. Usually we know this in its rounded-off form of "30 inches Hg vacuum"
Evacuating to ½ ATM, or 380 torr residual pressure, gives a reading of ½ vacuum or 15 inches vacuum.
Evacuating to 2/3 ATM or 253.3 torr residual pressure gives a reading of 20 inches vacuum or 20" Hg.
Measuring pressure is an absolute measurement because it reads the same regardless of ambient atmospheric pressure levels. Conversely, vacuum readings rely on ambient pressure. In Denver, CO, for example, ambient pressure is only 25/30ths of Sea Level’s pressure. Thus a millitorr-range pump will evacuate to a reading of 25" Hg on a rough gauge in Denver while the same pump and rough vacuum gauge will deliver a reading of 30" Hg when at sea level. Users must account for elevation when using a relative vacuum gauge.
-
 Dry Roughing Vacuum PumpsGroup of 2 products7903-PP-02FromAs low as $7,588Some ship in 20 - 26 daysISO 8 Icon
Dry Roughing Vacuum PumpsGroup of 2 products7903-PP-02FromAs low as $7,588Some ship in 20 - 26 daysISO 8 Icon Ships Free
Ships Free 1 Voltage2 Maximum Pumping Speed2 Ultimate Pressure1 Oil-less1 Certified ISO Grade DesignVoltage: 120 VMaximum Pumping Speed: 232 L/min, 623 L/minUltimate Pressure: 0.05 mbar, 0.03 mbarOil-less: YesCertified ISO Grade Design: ISO 8
1 Voltage2 Maximum Pumping Speed2 Ultimate Pressure1 Oil-less1 Certified ISO Grade DesignVoltage: 120 VMaximum Pumping Speed: 232 L/min, 623 L/minUltimate Pressure: 0.05 mbar, 0.03 mbarOil-less: YesCertified ISO Grade Design: ISO 8 -
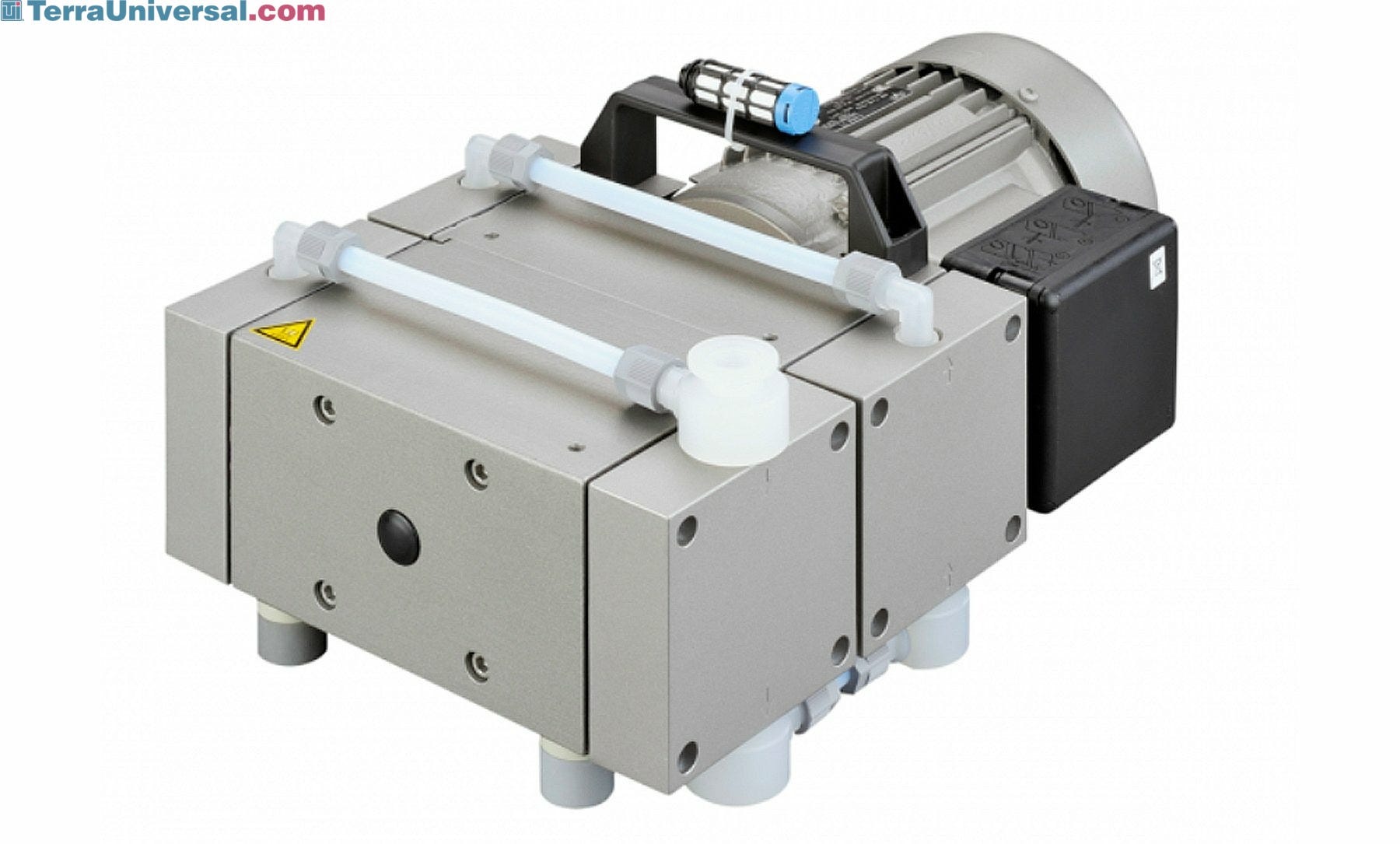
 Rotary Vane Vacuum PumpsStockedGroup of 12 products7901-PP-01FromAs low as $2,908Some ship in 1 - 3 daysStocked
Rotary Vane Vacuum PumpsStockedGroup of 12 products7901-PP-01FromAs low as $2,908Some ship in 1 - 3 daysStocked Ships Free5 Voltage12 Maximum Pumping Speed6 Ultimate Pressure1 Oil-lessVoltage: 135 V, 132 V, 460 V, 115 V, 240 VMaximum Pumping Speed: 150/175 L/min, 233/275 L/min, 300/367 L/min, 107 L/min, 533/600 L/min, 1917/2250 L/min, 118 L/min, 363 L/min, 519 L/min, 158 L/min, 305 L/min, 78 L/minUltimate Pressure: 0.01 mbar, 0.0001 mbar, 0.003 mbar, 0.004 mbar, 0.07 mbar, 0.006 mbarOil-less: No
Ships Free5 Voltage12 Maximum Pumping Speed6 Ultimate Pressure1 Oil-lessVoltage: 135 V, 132 V, 460 V, 115 V, 240 VMaximum Pumping Speed: 150/175 L/min, 233/275 L/min, 300/367 L/min, 107 L/min, 533/600 L/min, 1917/2250 L/min, 118 L/min, 363 L/min, 519 L/min, 158 L/min, 305 L/min, 78 L/minUltimate Pressure: 0.01 mbar, 0.0001 mbar, 0.003 mbar, 0.004 mbar, 0.07 mbar, 0.006 mbarOil-less: No -
 Belt-Driven DuoSeal Vacuum PumpsStockedGroup of 5 products7906-PP-03FromAs low as $2,546Some ship in 5 - 7 daysStockedShips Free1 Voltage5 Maximum Pumping Speed1 Ultimate Pressure1 Oil-lessVoltage: 115 VMaximum Pumping Speed: 650 L/min, 300 L/min, 25 L/min, 90 L/min, 500 L/minUltimate Pressure: 0.00013 mbarOil-less: No
Belt-Driven DuoSeal Vacuum PumpsStockedGroup of 5 products7906-PP-03FromAs low as $2,546Some ship in 5 - 7 daysStockedShips Free1 Voltage5 Maximum Pumping Speed1 Ultimate Pressure1 Oil-lessVoltage: 115 VMaximum Pumping Speed: 650 L/min, 300 L/min, 25 L/min, 90 L/min, 500 L/minUltimate Pressure: 0.00013 mbarOil-less: No -
 Standard Duty Dry Vacuum Pump, 7 CFM x 60 torr, 115v, Welch (7906-82)Ships Free$2,328Usually ships in 5 - 10 daysISO 8 IconShips Free
Standard Duty Dry Vacuum Pump, 7 CFM x 60 torr, 115v, Welch (7906-82)Ships Free$2,328Usually ships in 5 - 10 daysISO 8 IconShips Free -
 Diaphragm Vacuum pumpsStockedGroup of 18 products7906-PP-02FromAs low as $368Some ship in 0 - 2 daysStockedISO 8 IconShips Free5 Voltage11 Maximum Pumping Speed9 Ultimate Pressure1 Oil-less1 Certified ISO Grade DesignVoltage: 115 V, 240 V, 120 V, 220 V, 230 VMaximum Pumping Speed: 31 L/min, 97 L/min, 65 L/min, 25 L/min, 35 L/min, 36 L/min, 29/35 L/min, 21/25 L/min, 33 L/min, 57 L/min, 173 L/minUltimate Pressure: 200 mbar, 4200 mbar, 0.004 mbar, 8 mbar, 10 mbar, 12 mbar, 53 mbar, 100 mbar, 2 mbarOil-less: YesCertified ISO Grade Design: ISO 8
Diaphragm Vacuum pumpsStockedGroup of 18 products7906-PP-02FromAs low as $368Some ship in 0 - 2 daysStockedISO 8 IconShips Free5 Voltage11 Maximum Pumping Speed9 Ultimate Pressure1 Oil-less1 Certified ISO Grade DesignVoltage: 115 V, 240 V, 120 V, 220 V, 230 VMaximum Pumping Speed: 31 L/min, 97 L/min, 65 L/min, 25 L/min, 35 L/min, 36 L/min, 29/35 L/min, 21/25 L/min, 33 L/min, 57 L/min, 173 L/minUltimate Pressure: 200 mbar, 4200 mbar, 0.004 mbar, 8 mbar, 10 mbar, 12 mbar, 53 mbar, 100 mbar, 2 mbarOil-less: YesCertified ISO Grade Design: ISO 8 -
 Disposable Inlet Filter for Vacuum Pump, 304 SS (9401-00)Ships Free$938Usually ships in 14 - 20 daysShips Free
Disposable Inlet Filter for Vacuum Pump, 304 SS (9401-00)Ships Free$938Usually ships in 14 - 20 daysShips Free -
 Clamp Seal; for Disposable Vacuum Pump Inlet Filter (9400-01)Stocked Quick Ship+ Available$117Usually ships in 1 - 3 daysStockedQuick Ship +
Clamp Seal; for Disposable Vacuum Pump Inlet Filter (9400-01)Stocked Quick Ship+ Available$117Usually ships in 1 - 3 daysStockedQuick Ship +
-
 Filter Clamp, Die-Cast Aluminum, 1" O.D. Tube; for Disposable Vacuum Pump Inlet Filter, 2.16" W x 2.86" D x 0.65" H (9400-02)Stocked Quick Ship+ Available$113Usually ships in 1 - 3 daysStockedQuick Ship +
Filter Clamp, Die-Cast Aluminum, 1" O.D. Tube; for Disposable Vacuum Pump Inlet Filter, 2.16" W x 2.86" D x 0.65" H (9400-02)Stocked Quick Ship+ Available$113Usually ships in 1 - 3 daysStockedQuick Ship + -
 Adapter; Pipe, Aluminum, 1/4"NPT, for Disposable Vacuum Pump Inlet Filter (9400-03)Stocked Quick Ship+ Available$108Usually ships in 1 - 3 daysStockedQuick Ship +
Adapter; Pipe, Aluminum, 1/4"NPT, for Disposable Vacuum Pump Inlet Filter (9400-03)Stocked Quick Ship+ Available$108Usually ships in 1 - 3 daysStockedQuick Ship +
Filter Products
See Product(s)
Vacuum Pumps
- Air Showers & Tunnels
- Chemical Storage
- Chemical Storage & Lab Safety
- Cleanroom Construction Components
- Cleanroom Lights & Panels
- Cleanroom Supplies
- Cleanroom Supplies & Garments
- Cleanrooms
- Compressors
- Desiccators & Desiccator Cabinets
- Fan Filter Units
- Fume Hoods
- Glove Boxes & Isolators
- Hardwall Cleanrooms
- High Bay Cleanrooms
- Ladders, Stairs & Work Platforms
- Nitrogen Generators
- Pass Throughs
- Roll-Up Door Pass Through Chambers
- Shoe Cleaners & Sticky Mats
- Softwall Cleanrooms
- Temperature & Humidity Measuring
- Ultrasonic & Vacuum Cleaners, UV Sterilizers
- Ultrasonic Cleaners
- UV Sterilization
- Vacuum Cleaners
- Vacuum Pumps
- Vacuum Pumps & Compressors
- Vibration Isolation Workstations
- Wafer Storage Desiccators
- DiaphragmOil-free, low maintenance operation; for use with chemical vapors, pumps with PTFE seals; draw vacuum in desiccators or aspirate waste liquid in microbiology and cell culture
- Rotary VaneAchieves lower vacuums levels than diaphragm pumps; requires oil for operation and regular maintenance; use in more demanding applications such as glove boxes or freeze dryers
- RoughingReliable, clean, high-performing pumps for inert gases; use to initially evacuate a vacuum system; not suitable for use with corrosive, volatile or condensing vapors; does not pull full vacuum
Features and Benefits
Welch Rotary Vane Vacuum Pump
This Rotary Vane vacuum pump offers high water vapor tolerance, light weight and high vacuum performance, making it ideal for many laboratory uses.
Standard Diaphragm Pump
More economical and environmentally friendly than water-operated vacuum pumps; for applications between atmospheric pressure and 1 mbar.
Chemical Duty Dry Vacuum Pump
The Chemical Duty Dry Vacuum Pump is oil-free for minimized maintenance and maximum resistance to aggressive vapors.
Duo Seal Vacuum Pump
Welch DuoSeal Vacuum Pump has a belt-driven, oil-seal design that extends durability and service life even under harsh operation conditions.
Vacuum Pressure Pump Diaphragm
Oil-free and noiseless operation makes this motor-mounted unit one of the best suited vacuum pumps available for cleanroom environments.
Vacuum Pumps
 Diaphragm Vacuum/Pressure Pump
Diaphragm Vacuum/Pressure Pump- Oil-Free Dry Pumps
- Standard Diaphragm Vacuum Pump

Diaphragm Vacuum/Pressure Pump
Oil-free and quitet operation makes this economical, motor-mounted unit one of the best suited vacuum pumps for cleanroom use.
Oil-free diaphragm vacuum/pressure pump is clean, reliable and economical; incoming/outgoing air stays cool | 7903-00 displayed Diaphragm Vacuum/Pressure Pump Oil-free and quitet operation makes this economical, motor-mounted unit one of the best suited vacuum pumps for cleanroom use.
Oil-Free Dry Pumps
Oil-Free (Dry) Vacuum Pump provides clean operation and deep vacuum capability for versatile, low-maintenance cleanroom or laboratory uses.
Ilmvac MP Series Standard Duty Membrane Vacuum Pumps are oil-free for low maintenance cleanroom use | 7906-29 displayed Oil-Free Dry Pumps Oil-Free (Dry) Vacuum Pump provides clean operation and deep vacuum capability for versatile, low-maintenance cleanroom or laboratory uses.

Standard Diaphragm Vacuum Pump
This high-flow, oil-free standard-duty diaphragm vacuum pump is suitable for cleanroom use; eight pumping heads provide up to 7.84 cfm (125 L/min) pumping speed.
Oil-free diaphragm vacuum pump is suitable for cleanroom use | 7906-26A displayed Standard Diaphragm Vacuum Pump This high-flow, oil-free standard-duty diaphragm vacuum pump is suitable for cleanroom use; eight pumping heads provide up to 7.84 cfm (125 L/min) pumping speed.
