- Talk to an Expert +1 (714) 578-6100

Automatic Shoe Cover Remover

Shoe Cleaners & Sticky Mats
 Automatic Shoe Cover Remover
Automatic Shoe Cover Remover
Features & Benefits
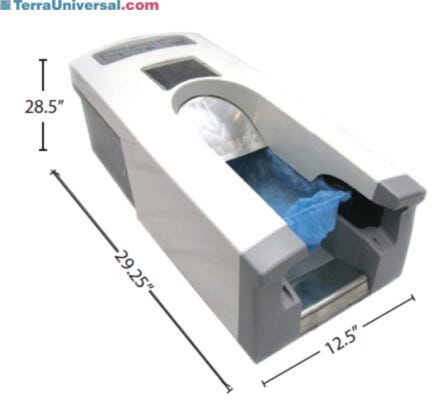
BootieButler Automatic Shoe Cover Remover

- Ideal for crossing Hazardous areas or obstacles
- 304 stainless steel construction with continuous seam welds eliminates cracks to simplify cleaning
- Rated for maximum load up to 300 lbs. (136 kg)
- Includes OSHA-compliant safety railing
- All-stainless steel spring-loaded casters and nylon leveling feet allow for easy movement and make platform stationary under load to prevent accidental slipping
- Perforated top provides a non-slip surface, allows for laminar flow and minimizes dust collection
Terra Universal's BioSafe® crossover stairs are compliant with OSHA's Part 1926-1053 safety requirements for Type IA Ladders (300 lb. duty rating). They provide a stable, level surface for crossing over hazardous area or obstacles.
Spring-loaded stainless steel casters to aid in reducing contamination and prevent the unit from moving during operation. Casters retract under load to shift weight onto non-contaminating nylon leveling feet. Includes safety rails that extend over the top of the stair.
The BioSafe® design features continuous, sanitary grade welds (to AWS D18.1/D18.2 specifications) that create easily cleanable surfaces, free of cracks where microbes can hide and grow.
-
 Some ship in 1 - 3 days
Some ship in 1 - 3 days - Some ship in 1 - 3 days
- Some ship in 5 - 7 days
- Usually Ships in 0 - 2 days




- Group of 44 productsWorkstations & Tables Group of 44 productsWorkstations & Tables Group of 574 productsMetro Shelving Systems Some ship in 1 - 3 days Some ship in 20 - 25 days Some ship in 2 - 4 days Usually Ships in 20 - 26 days Some ship in 0 - 2 days Some ship in 21 - 23 days Some ship in 1 - 3 days Some ship in 1 - 3 days Some ship in 1 - 3 days Some ship in 1 - 3 days Some ship in 1 - 3 days Some ship in 8 - 14 days Some ship in 1 - 3 days Some ship in 1 - 3 days Some ship in 1 - 3 days Some ship in 1 - 3 days Some ship in 5 - 7 days Some ship in 25 - 30 days Some ship in 5 - 7 days Usually Ships in 1 - 3 days Some ship in 0 - 2 days Usually Ships in 1 - 3 days Usually Ships in 1 - 3 days Usually Ships in 1 - 3 days Usually Ships in 1 - 3 days Some ship in 1 - 3 days Usually Ships in 5 - 7 days Usually Ships in 1 - 3 days Some ship in 1 - 3 days Some ship in 1 - 3 daysBuy AccessoriesManuals & Resources
On a tight schedule? Choose FasTrak 24/7 Priority Service to help meet your critical schedule for Terra-manufactured products, either before or after your order is placed.*
- FasTrak 24/7 provides a 24/7 commitment to meet the shipping date YOU specify, regardless of quoted lead times.
- FasTrak 24/7 assigns a dedicated production team plus a dedicated senior expeditor working three shifts to meet your delivery specification.
- FasTrak 24/7 guarantees* to meet the agreed-to specified ship date.
Call for pricing. FasTrak service fees cover costs of additional services only, without additional profit.
* Terra's FasTrak services limited guarantee: to ship on the ESD or date specified OR to refund up to 100% of FasTrak charges. This guarantee covers no direct, special, consequential or other damages and is strictly limited to up to 100% of the amount paid for FasTrak service. When a specified ship date is missed due to factors outside Terra's control (vendor performance, deliveries by shipping companies, etc.) and random factors such as accidents, the credit of up to 100% of the FasTrak 24/7 may not apply. FasTrak service requested after order placement will be quoted and accepted based on available time remaining before required ship date.
BootieButler Automatic Shoe Cover Remover
- Ideal for crossing Hazardous areas or obstacles
- 304 stainless steel construction with continuous seam welds eliminates cracks to simplify cleaning
- Rated for maximum load up to 300 lbs. (136 kg)
- Includes OSHA-compliant safety railing
- All-stainless steel spring-loaded casters and nylon leveling feet allow for easy movement and make platform stationary under load to prevent accidental slipping
- Perforated top provides a non-slip surface, allows for laminar flow and minimizes dust collection
Terra Universal's BioSafe® crossover stairs are compliant with OSHA's Part 1926-1053 safety requirements for Type IA Ladders (300 lb. duty rating). They provide a stable, level surface for crossing over hazardous area or obstacles.
Spring-loaded stainless steel casters to aid in reducing contamination and prevent the unit from moving during operation. Casters retract under load to shift weight onto non-contaminating nylon leveling feet. Includes safety rails that extend over the top of the stair.
The BioSafe® design features continuous, sanitary grade welds (to AWS D18.1/D18.2 specifications) that create easily cleanable surfaces, free of cracks where microbes can hide and grow.