- Available Certified ISO Grade Designs: ISO 6, ISO 7, ISO 8
• Safety Rail: Safety Rail
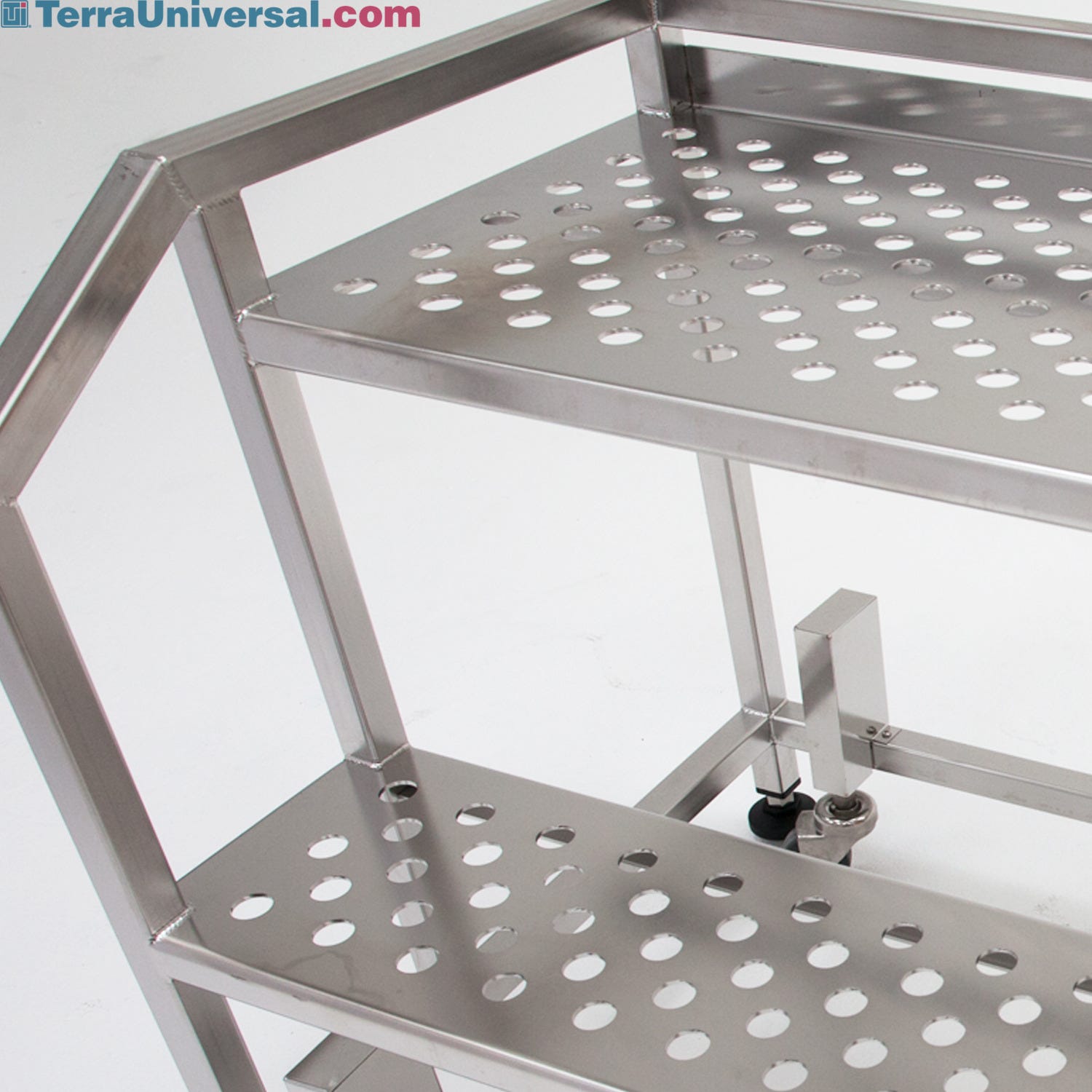
• Type: Step Ladder
• Material: 304 or 316 SS
• Number of Steps: 3 Steps
• Height: 61"
• Top Platform: 30" W x 14" D
• Width: 30"
• Depth: 29"
• Load Capacity: 300 lbs
• Top Step Height: 31"
• Electropolished: Optional
• Diamond Plating: Yes
• Available Certified ISO Grade Designs: ISO 6, ISO 7, ISO 8
• Certified ISO Grade Design: ISO 6
• OSHA Rating: Type 1A
• Design: Square Tube
• Unit of Measure: EA




































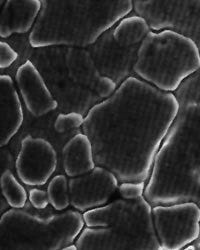 This photomicrograph represents the surface of 304 stainless steel with a No. 2B mill finish before Electropolishing. Note that the etched boundaries between the grains are only partially sealed, resulting in a network of sub-surface crevices. Contaminants that lodge in these crevices are protected from contact with cleaning agents leading to subsequent migration of trapped contaminants onto the cleaned surface.
This photomicrograph represents the surface of 304 stainless steel with a No. 2B mill finish before Electropolishing. Note that the etched boundaries between the grains are only partially sealed, resulting in a network of sub-surface crevices. Contaminants that lodge in these crevices are protected from contact with cleaning agents leading to subsequent migration of trapped contaminants onto the cleaned surface.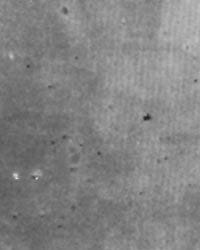 This photomicrograph represents the same No. 2B surface after Electropolishing. Note that the surface is now completely featureless on a microscopic level and has the desired noncontaminating, non-particulating and non-sticking properties.
This photomicrograph represents the same No. 2B surface after Electropolishing. Note that the surface is now completely featureless on a microscopic level and has the desired noncontaminating, non-particulating and non-sticking properties.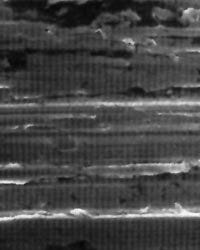 This photomicrograph represents a 304 stainless steel surface with a mechanically polished No. 4 mill finish before Electropolishing. Note the deep grooves, cavities, torn metal and other microscopic imperfections that entrap and retain contaminants.
This photomicrograph represents a 304 stainless steel surface with a mechanically polished No. 4 mill finish before Electropolishing. Note the deep grooves, cavities, torn metal and other microscopic imperfections that entrap and retain contaminants. This photomicrograph represents the same No. 4 finish after Electropolishing. The surface may still show some of the abrasiveproduced topography to the naked eye, but will now be microscopically featureless with the desired non-contaminating, non particulating and non-sticking properties.
This photomicrograph represents the same No. 4 finish after Electropolishing. The surface may still show some of the abrasiveproduced topography to the naked eye, but will now be microscopically featureless with the desired non-contaminating, non particulating and non-sticking properties.