
Terra offers a comprehensive range of application-specific desiccator cabinets and nitrogen control systems. These performance concepts will help you select the system right for your application.
Nitrogen is the standard medium for contamination-free storage because it is relatively inert—it neither reacts with stored materials nor carries moisture—and because it can be isolated and purified relatively inexpensively.
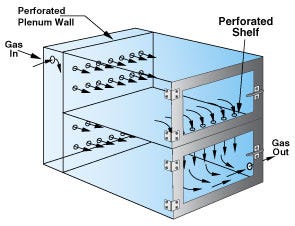
Desiccator cabinets must be set up so that an appropriate flow of nitrogen forces out all moisture- and contamination-laden air. Because nitrogen has a lower specific gravity than air, it is introduced into the upper section of the desiccator; the heavier air is then purged out of the bottom.
Failure to maintain the appropriate nitrogen flow into a desiccator, or to bleed the cabinet effectively, can be devastating. Once inside a desiccator, moisture can penetrate the molecular structure of stored components, requiring baking or vacuum processing.
Read More: Desiccator Cabinet Selection Guide
How Much Nitrogen is Required to Attain a Low-Humidity Set Point?
The amount of nitrogen necessary to attain your set point depends not only on the difference between your set point and the ambient humidity level, but also on the size of your desiccator, how often you open access doors, and how long you leave them open.
This graph indicates nitrogen consumption in a 45 cubic-foot (1.3 m³) desiccator. To bring the humidity level down to a set point value of 10% RH from an initial level of 60% (ambient) at 20°C, 340 cubic feet (9.6 m³) of nitrogen were consumed. The curve is based on a high-flow purge of 170 SCFH delivered by Terra's Dual Purge™ System. In this test case, the Dual Purge™ and NitroWatch consumed less than 5 SCFH of nitrogen to maintain the set point of 10% RH once it had been reached, as long as doors remained closed.
Note: These data represent typical desiccator performance but are not intended as guaranteed values. Actual results may vary, depending on other conditions.
How Much Nitrogen is Consumed to Maintain a Low-Humidity Set Point?
Once a set point is attained, the humidity should theoretically remain constant as long as the system is not disturbed. Unfortunately, real-world conditions require humidity monitoring and additional nitrogen purging, for several reasons.
Acrylic and static-dissipative PVC dry cabinet materials are hygroscopic: they absorb moisture from outside the cabinet and pass it inside. The higher the difference between the external and internal humidity level, and the greater the exposed surface area of the enclosure, the higher the rate at which moisture will enter the chamber--even if it features air-tight seals.
This graph shows the effects of this osmotic pressure on a large (45 cubic-foot, 1.3 m³) acrylic desiccator. After attaining a set point of 15% RH, the internal humidity level gradually rises to 35% (the ambient humidity level during this test) within four hours—even though all seals are 100% functional. In a more humid ambient environment, this humidity rise would be even more dramatic.
To compensate for this % RH rise, Terra's Dual Purge System provides an economical low-flow purge of about 5 SCFH of nitrogen once the set point is attained.
Another crucial variable affecting humidity stability is the need to access parts inside the desiccator. Each time a door is opened, humidity-laden air, often bearing particles, enters the exposed chamber. Once the door is closed, moisture can migrate from chamber to chamber inside the desiccator, raising the internal RH throughout the cabinet.
In a large, multi-chamber enclosure with a single exit bleed valve, it might take thirty minutes or more to remove this moisture and recover the set point. If another door is opened during this time, this recovery time will be extended. In fact, during periods of frequent parts access, the desiccator may never attain the humidity set point, and parts could be seriously threatened.
These application variables point to the need for an efficient humidity control system. When doors are frequently accessed, a smart purge controller will deliver a high flow to the affected chamber(s), and multiple bleed valves will allow moisture to exit before it can migrate to other chambers.
Related posts: Benefits of a Desiccator Cabinet
Terra Universal is the leading expert in the design and fabrication of ISO rated cleanrooms, furnishing and supplies.
Get a free consultation from one of our cleanroom specialists:
Call (714) 459-0731